
超聲波金屬點焊機焊接方法
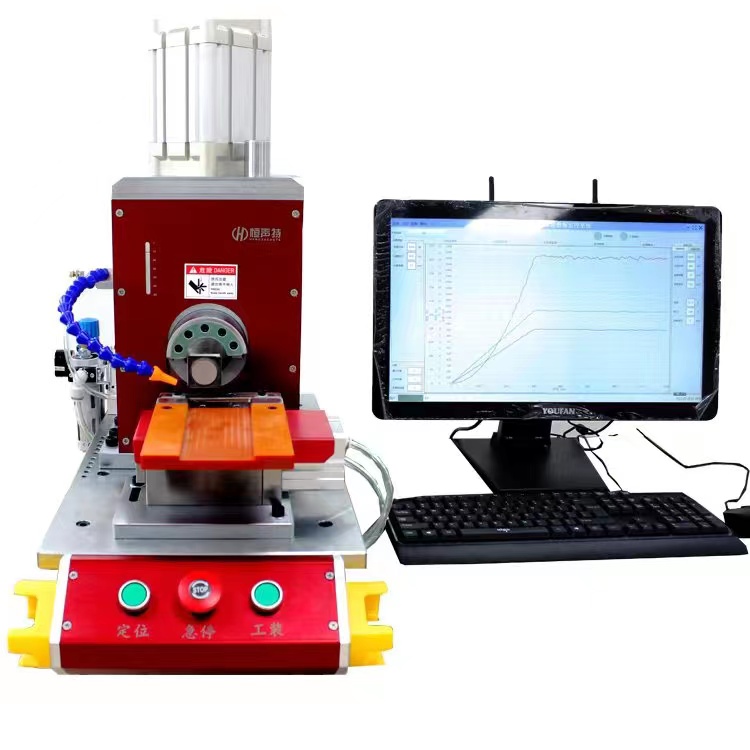
超聲波金屬點焊機焊接方法:鋰電池技能中,涉及到的金屬焊接辦法有三種:銅/鋁箔到極片(foil to tab),極片到極片(tab to tab),極片到極耳(tab to bus)。其間,銅/鋁箔焊接到極片上,難度最大。因為金屬焊接的兩端選用不同厚度和材料的金屬,一端(tab)相對較厚(例如0.2mm),另一端由多層極薄的金屬片構成。
超聲波金屬點焊機焊接的優勢
該進程有幾個長處。因為它是固態進程,因此習慣不同材料的組合,防止金屬化合物的產生。非常適合高導電材料如鍍銅材料之間的焊接。整個進程不需求高功率,焊接周期非常短,只要幾分之一秒。在一次操作中可焊接多層薄材料。
相比較電阻點焊(RSW)和激光束焊接(LBW),超聲波金屬焊接(UMW)是鋰離子電池運用中更為理想的聯接工藝。RSW依靠材料的阻力來產生熱量以進行聯接。然而,一般用于電池工業的鋁箔和銅箔具有極低的電阻,且鋁箔表面構成的堅韌氧化物層,抑制RSW的運用。LBW對焊接兩端的材料層空隙非常靈敏。一般閱歷認為,空隙應小于材料厚度的10%,即12μm的箔片將需求1.2μm或更小的空隙,這些要求難以實現。關于超聲波金屬焊接工藝,則沒有以上這些問題。
超聲波金屬點焊機焊接,將多層箔片緊固聯接到極片上是可行的;焊接進程不會損壞箔片;粘合產生在箔片與極片(接頭)表面,以及每個箔片與箔片之間,因此可以供給強度更高,導電更佳的金屬聯接;紅外攝像閃現,所有接頭在焊接周期內都保持在60C以下,標明該進程不會對附近的熱敏元件造成損傷
無錫恒聲特超聲波焊接設備有限公司致力于金屬超聲波點焊機焊接,為客戶供給專業的金屬焊接解決方案及超聲波焊接設備


 客服
客服