
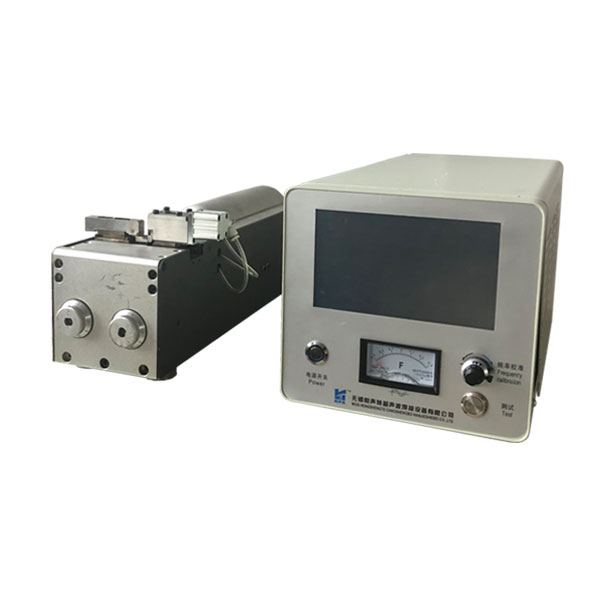



超聲波線束成型機可實現高質量線束焊接,達到完美線束焊接與成型。該系統重量輕,結構緊湊且符合人體工學設計特點,系統固定、安裝和操作非常簡便。該系統可以完美完成0.7 到18mm2線束焊接與成型。了解更多線束設備可以觀看(線束視頻案例)。
超聲波線束成型機
設備參數
發生器:長:450mm 寬 :200mm 高:200mm
機 臺: 長 :520mm 寬: 130mm 高: 140mm
整機重量: 40 kg
系統額定功率:2000w
功率調節范圍:0W-2000W,建議50W-2000W
功率計算:P=U*I(W)
功率精度:正負3%
系統額定工作壓力:0.2-0.7MPa
生產節拍:800ms+焊接時間
電源電壓:AC輸入電壓:220V ±10%,50/60Hz
軟件保護:軟件保護電流保護12.5A,電壓450V。
硬件保護:電流保護25A。
焊接范圍:0.5平方-20平方,建議0.5平方-18平方。平方越大焊頭磨損越快。
發生器:長:450mm 寬 :200mm 高:200mm
機 臺: 長 :520mm 寬: 130mm 高: 140mm
整機重量: 40 kg
系統額定功率:2000w
功率調節范圍:0W-2000W,建議50W-2000W
功率計算:P=U*I(W)
功率精度:正負3%
系統額定工作壓力:0.2-0.7MPa
生產節拍:800ms+焊接時間
電源電壓:AC輸入電壓:220V ±10%,50/60Hz
軟件保護:軟件保護電流保護12.5A,電壓450V。
硬件保護:電流保護25A。
焊接范圍:0.5平方-20平方,建議0.5平方-18平方。平方越大焊頭磨損越快。
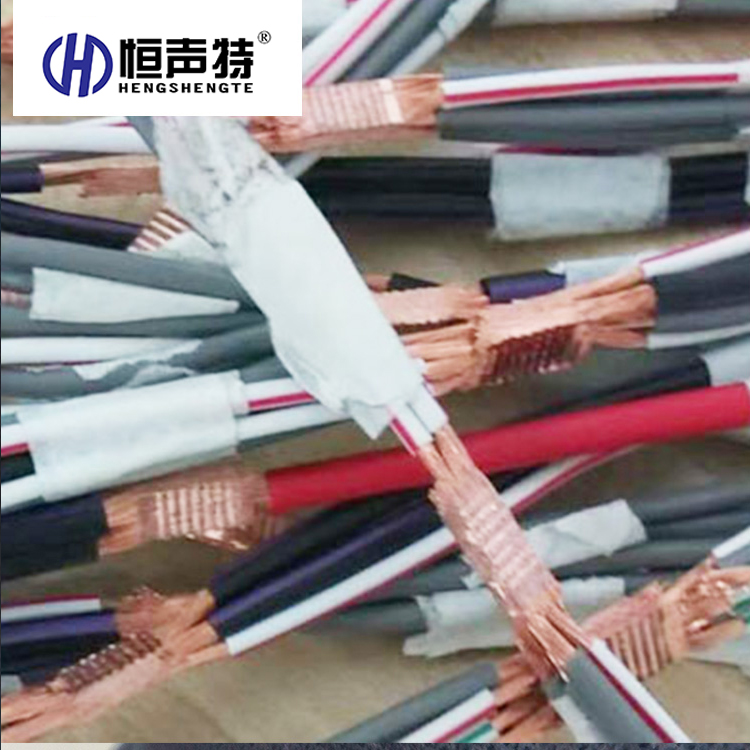
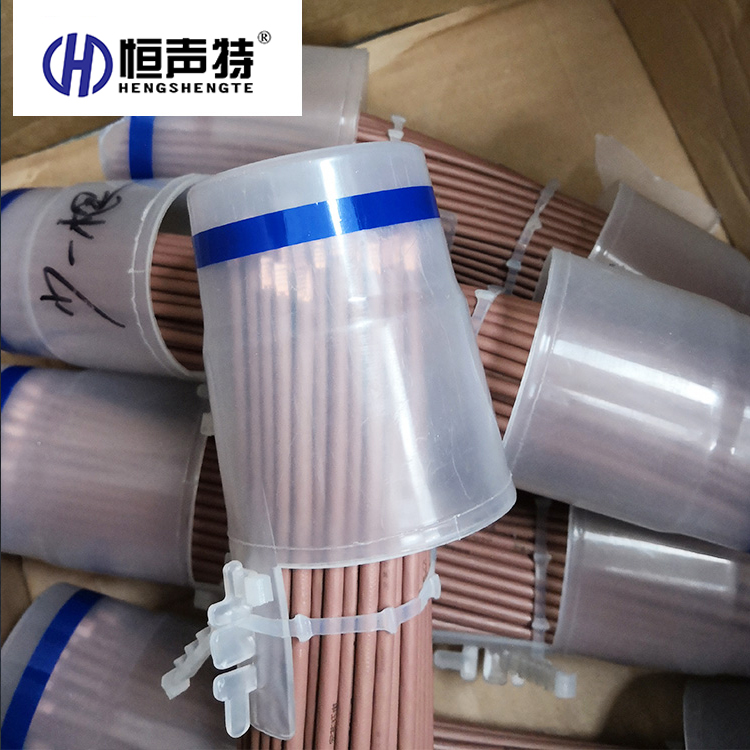
超聲波線束焊接機焊接樣品:



超聲波線束成型機的特點:
1、采用PLL鎖相頻率自動跟蹤技術,無需調頻;
2、原裝的進口壓電陶瓷換能器,輸出功率大;
3、自主知識產權焊頭,世界名牌,降低使用成本;
4、數字式顯示,調節金屬線束焊接更加容易;
5、線束焊接機使用人機界面控制,多種參數存儲;
6、能量檢測模式,保證焊接質量一致性;
7、整機體積小、重量輕、外形美觀,移動方便;
8、超聲波線束焊接機為無級調整振幅,無需頻繁更換增幅器。
2、原裝的進口壓電陶瓷換能器,輸出功率大;
3、自主知識產權焊頭,世界名牌,降低使用成本;
4、數字式顯示,調節金屬線束焊接更加容易;
5、線束焊接機使用人機界面控制,多種參數存儲;
6、能量檢測模式,保證焊接質量一致性;
7、整機體積小、重量輕、外形美觀,移動方便;
8、超聲波線束焊接機為無級調整振幅,無需頻繁更換增幅器。
超聲波線束成型機的優點:
1、焊接電線經超聲振動加壓焊接成固態形式,接合時間短,且接合部分不產生鑄造組織(粗糙面)缺陷;
2、超聲焊與電阻焊方法比較,模具壽命長,模具整修與替換時間少,而且易于實現自動化;
3、同種金屬不同種金屬之間均可以進行超聲焊接,與電氣焊相比耗費能量少得多;
4、超聲焊與其他壓焊相比,要求壓力較小,且變型量在10%以下,而冷壓焊其工件變形量達40%-90%;
5、超聲焊接不像其他焊接那樣要求進行被焊表面的預處理及焊后的后處理;
6、處理超聲焊接無需助焊劑、金屬填料、外部加熱等外部因素;
7、超聲焊接可以使材料的溫度效應降到最低(焊區的溫度不超過被焊金屬絕對熔化溫度的50%),從而不使金屬結構變化,因此很適合電子領域中的焊接應用。
1、焊接電線經超聲振動加壓焊接成固態形式,接合時間短,且接合部分不產生鑄造組織(粗糙面)缺陷;
2、超聲焊與電阻焊方法比較,模具壽命長,模具整修與替換時間少,而且易于實現自動化;
3、同種金屬不同種金屬之間均可以進行超聲焊接,與電氣焊相比耗費能量少得多;
4、超聲焊與其他壓焊相比,要求壓力較小,且變型量在10%以下,而冷壓焊其工件變形量達40%-90%;
5、超聲焊接不像其他焊接那樣要求進行被焊表面的預處理及焊后的后處理;
6、處理超聲焊接無需助焊劑、金屬填料、外部加熱等外部因素;
7、超聲焊接可以使材料的溫度效應降到最低(焊區的溫度不超過被焊金屬絕對熔化溫度的50%),從而不使金屬結構變化,因此很適合電子領域中的焊接應用。


 客服
客服