
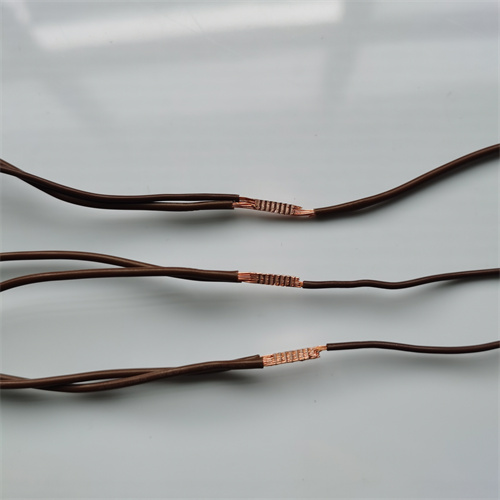

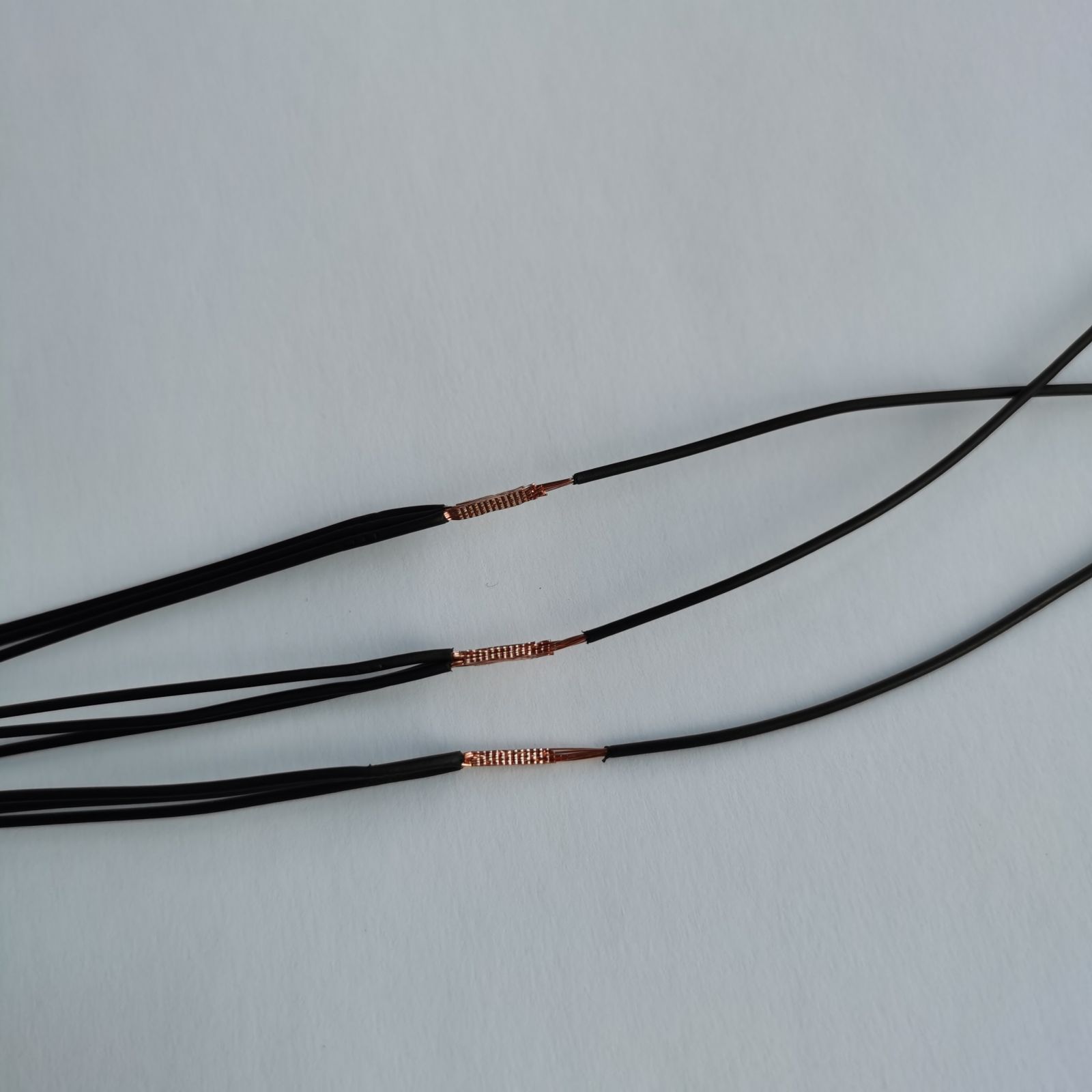

多股電源銅線線束搭接超聲波焊線機焊接視頻如下: 可以跳轉
多股電源銅線線束搭接超聲波金屬焊接機調機規范
1,超聲波焊接機底板、焊座高度調整: 調節焊接底板與焊座鎖緊座平齊;焊座高出焊接鎖緊座7mm 標準:將超聲波焊接機夾具或套Tab夾具放于底板上,要求Tab無傾斜,極耳無彎曲;
2,定位塊/定位銷調節: 將套Tab夾具(裝有已切極耳的電芯、Tab)放于底板上,選擇被焊極耳于焊座(估計焊接位置)上,將 定位塊靠在套Tab夾具尾部,略緊螺絲,使定位塊固定,將焊頭放下,觀察印痕是否位于極耳中間,Tab是否滿焊,焊印面積是否符合要求;鎖緊定位銷及定位塊; 標準:調整焊接夾具橫向和正向定位,使焊頭完全置于極耳中間同時保證焊印面積完全與Tab重合。
3,參數調整: 按規定的參數范圍調節超聲波焊接機參數; 標準:依照下面的焊接常見問題處理方法進行參數優化。


 客服
客服