
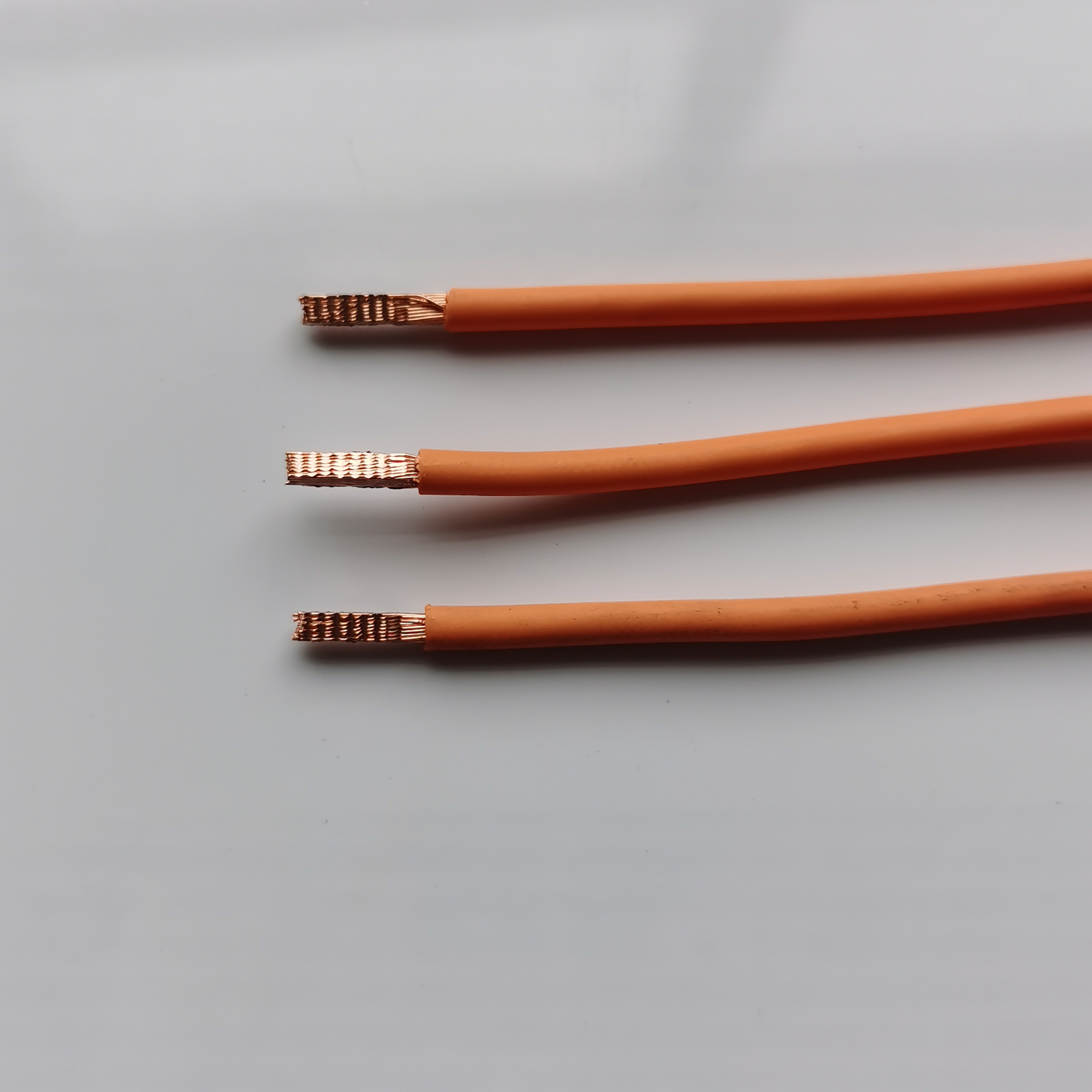
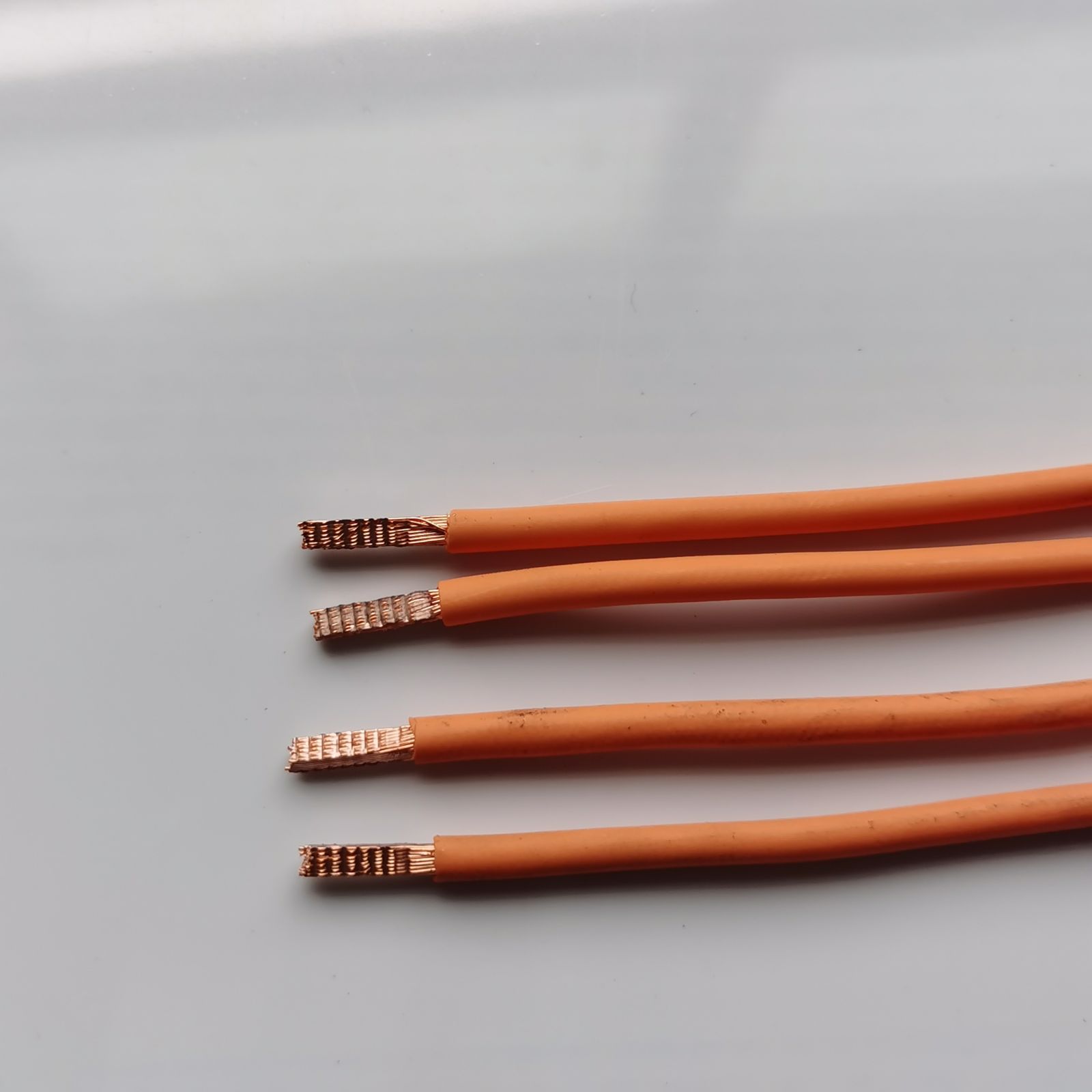
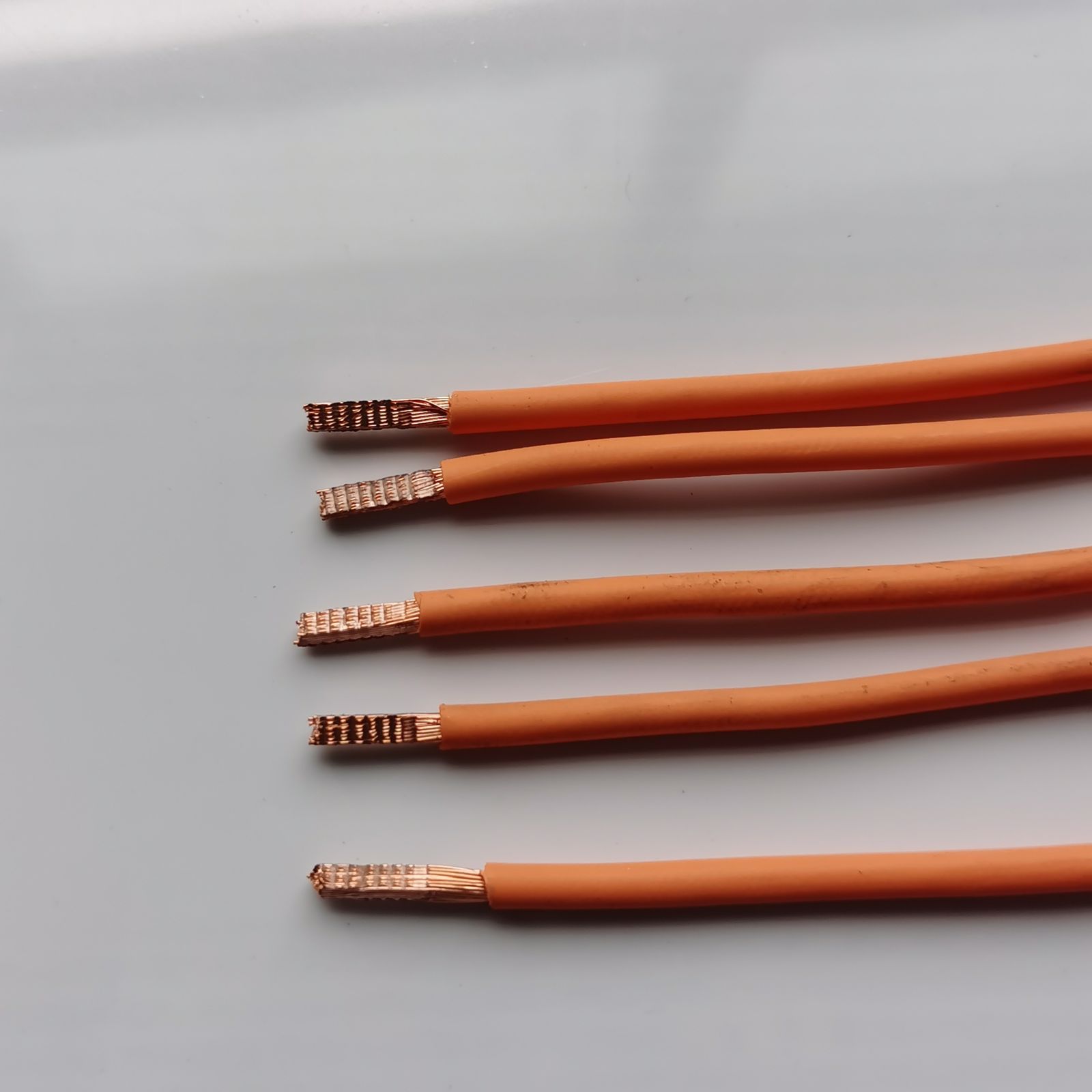

4平方汽車線束壓方超聲波焊線機焊接視頻如下: 可跳轉
4平方汽車線束壓方超聲波焊線機焊接調機規范
間隙調整: 用0.02mm厚的薄片放在超聲波焊接機焊頭座上,然后按SETUP鍵,接著按HORN鍵,HORN將下降與薄片接觸。使薄片在焊頭下左右滑動,薄片應能平順滑動且不應感到太大的松動。若太松或太緊,應調整工作頭右側的調整螺絲釘,以獲得合適的間隙。應注意順時針轉動調整螺絲釘可增大間隙,逆時針轉動可減小間隙。根據實際焊接情況,此間隙可做適當調整。
調整超聲波金屬焊接機焊頭和焊座的平行度使用POCKET 手動操作將焊頭下壓,要求必須保證焊頭與焊座之間的花紋點狀能清晰看見,完全不能有點狀花紋明顯傾斜。


 客服
客服